Additive Fertigung durch Extrusion von Holzleichtbeton





In einer Serie mit dem BMUB präsentieren wir Projekte aus der Bauforschung. In Teil 39 geht es um den 3D-Druck von Wandbauteilen.
Formoptimierte Tragwerke, in den Bestand eingepasste Ergänzungsbauteile – die Einsatzmöglichkeiten additiver Fertigung beim Bauen sind groß. Doch während sich die additive Fertigung in vielen Branchen bereits als ein neuer Standard etabliert hat, befindet sie sich im Bauwesen noch in einem sehr frühen Entwicklungsstadium. In dem hier vorgestellten Forschungsvorhaben wurde untersucht, wie großformatige Bauteile durch die Extrusion von Holzleichtbeton additiv gefertigt werden können.
Gegenstand des Forschungsvorhabens
Die additive Fertigung („3D-Druck“) von Bauelementen oder ganzen Bauwerken kann mit diversen Verfahren und Materialien realisiert werden. Die meisten der bisherigen Forschungs- und Entwicklungsprojekte setzen dabei auf mineralische Werkstoffe, speziell auf Beton. Beim 3D-Betondruck kommen zwei Verfahren zum Einsatz: selektives Binden und Extrusion. Beim selektiven Binden wird fließfähiges Material in dünne Schichten einer trockenen Schüttung eingebracht, wodurch diese in den Bereichen lokal verfestigt werden, wo das spätere Bauteil entstehen soll. Bei der Extrusion werden die Betonbauteile durch das Ablegen von Frischbetonsträngen schalungsfrei aufgebaut. Während sich das selektive Binden durch seine große geometrische Freiheit auszeichnet, ist die Extrusion im Vorteil, wenn es um die schnelle Herstellung großer Bauteile geht.
In dem hier vorgestellten Forschungsvorhaben wurde der 3D-Betondruck in der Verfahrensvariante Extrusion untersucht. Dabei wurden die üblichen, schweren Gesteinskörnungen im Beton durch einen Leichtzuschlag aus dem nachwachsenden Rohstoff Holz ersetzt. Dies stellt nicht nur einen Beitrag zur Schonung von Umwelt und endlichen Ressourcen dar, sondern führt auch zu einem vergleichsweise leichten, gut wärmedämmenden und gut zu bearbeitenden Werkstoff. Es sollte gezeigt werden, dass dadurch gegenüber vergleichbaren Lösungen mit Normalbeton, fertigungstechnische Grenzen verschoben und neue Anwendungsmöglichkeiten erschlossen werden können.
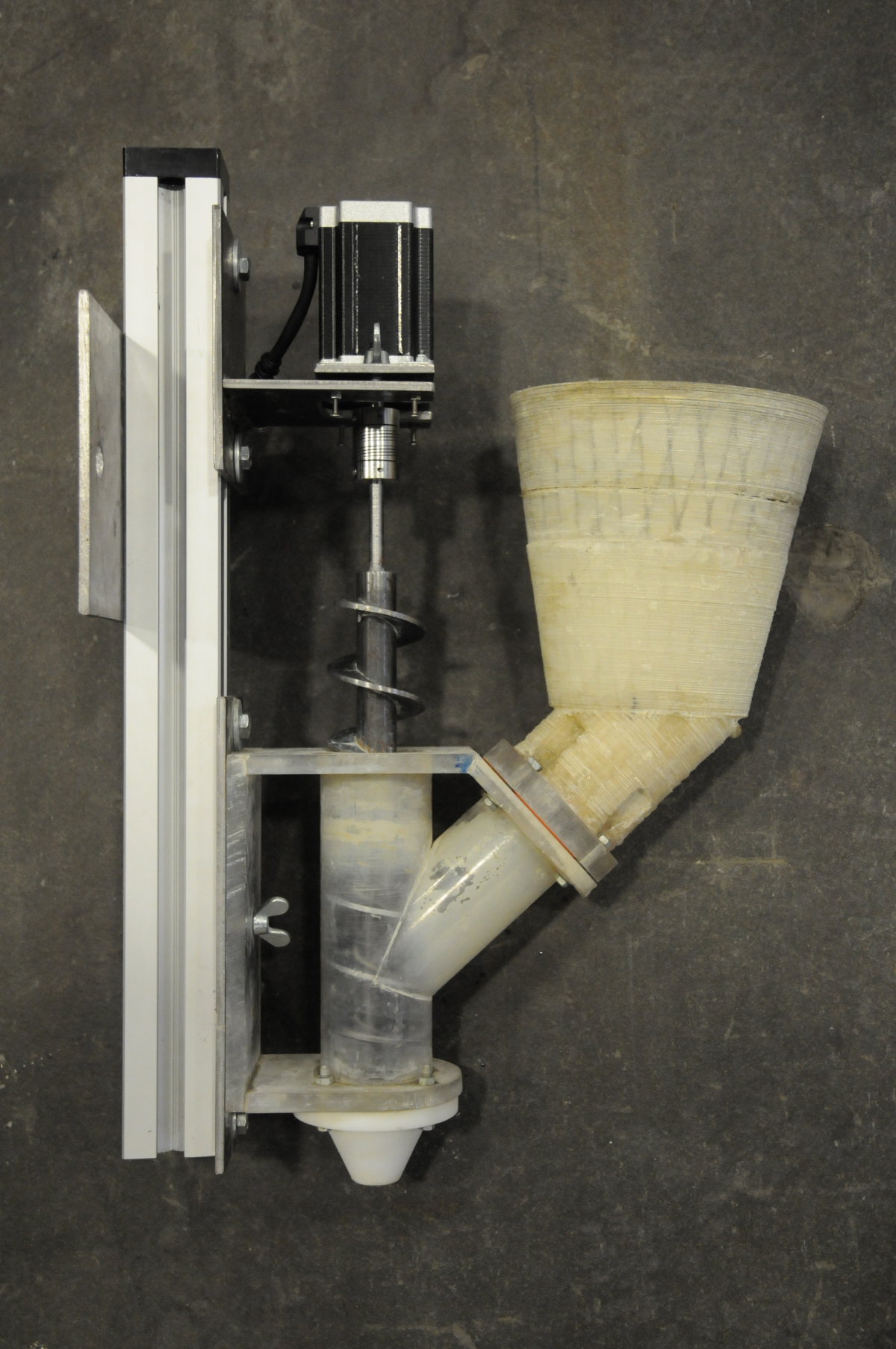
Als Extruder diente ein von einem Schrittmotor angetriebener Schneckenförderer, der den Frischbeton von oben nach unten durch eine Düse mit einer kreisförmigen Öffnung drückt. Die Zufuhr des gemischten Betons erfolgte in kleinen Chargen von Hand über einen Trichter. Mit dieser technisch einfach umzusetzenden Lösung konnte die Zeit zwischen Mischen und Ausbringen des Betons kurz gehalten werden. Der im Projekt entwickelte Versuchsextruder ist modular aufgebaut und erlaubt es, verschiedene Schnecken, Düsen und Einfülltrichter zu testen.
An einen Beton, der bei der additiven Fertigung durch Extrusion eingesetzt werden soll, werden sehr unterschiedliche, teils sich widersprechende Anforderungen gestellt. Während der Frischbeton im materialverarbeitenden und -transportierenden System gut fließfähig sein muss, soll er nach dem Austreten aus der Düse möglichst schnell Festigkeit entwickeln. Nur wenn dies gewährleistet ist, können eine praxisgerechte Baugeschwindigkeit und nennenswerte geometrische Freiheit erreicht werden. Darüber hinaus werden an die Festbetoneigenschaften die gewöhnlichen Anforderungen bezüglich Festigkeit, Wärmeleitfähigkeit, Brandverhalten etc. gestellt. Für die im Projekt durchzuführenden Versuche musste daher ein diesen Anforderungen gerecht werdender Holzleichtbeton zusammengestellt werden. Die Materialentwicklung erfolgte experimentell durch Variation der Betonrezeptur bezüglich ihrer Bestandteile und deren Mengenverhältnissen. Der auf diese Weise entwickelte Holzleichtbeton besteht aus Portlandkalksteinzement und unbehandelten Weichholzspänen in einem Volumenverhältnis 1:1. Als Additive kamen Luftporenbildner, Stabilisierer und Beschleuniger zum Einsatz.
Aus diesem Beton wurden verschiedene Testobjekte und Demonstratoren durch Extrusion additiv gefertigt. Zu diesem Zweck wurde der Extruder von einem Industrieroboter entsprechend der angestrebten Bauteilgeometrie im Raum bewegt und die Bauteile durch Ablegen von schmalen Frischbetonsträngen schalungsfrei aufgebaut.
Die Prüfungen der Testobjekte ergaben, dass die 3D-gedruckten Bauteile aus dem im Projekt entwickelten Holzleichtbeton eine Druckfestigkeit von ca. 10 N/mm² und eine Biegezugfestigkeit von ca. 4 N/mm² bei einer Trockenrohdichte von ca. 1.000 kg/m³ aufweisen und damit im Bereich von Leichtbetonen auf rein mineralischer Basis liegen. Die ermittelte Wärmeleitfähigkeit beträgt ca. 0,25 W/m*K. Es wurden Überhänge von bis zu 26% realisiert. Dies zeigt, dass der Einsatz von leichten Werkstoffen einen Beitrag zur Steigerung der geometrischen Freiheit der additiven Fertigung durch Extrusion leisten kann. Der erhärtete Holzleichtbeton lässt sich überdies leicht mit handelsüblichen Werkzeugen zur Metallbearbeitung bearbeiten. Das ermöglicht eine subtraktive Nachbearbeitung in Bereichen, in denen eine besondere Präzision (z.B. Bauteilanschlüsse) oder Oberflächenqualität erforderlich ist. Letztlich wurden großformatige Demonstratoren mit Abmessungen von bis
zu (L x B x H) 1.500 x 500 x 930 mm gebaut.
Fazit
Im Forschungsvorhaben wurde der 3D-Betondruck in der Verfahrensvariante Extrusion untersucht. Dabei wurden die üblichen, schweren Gesteinskörnungen im Beton durch einen Leichtzuschlag aus dem nachwachsenden Rohstoff Holz ersetzt. Es konnte gezeigt werden, dass dies Vorteile sowohl für den Fertigungsprozess (u.a. bessere Bearbeitbarkeit), als auch für die Eigenschaften des erhärteten Baustoffs (geringes Gewicht, geringe Wärmeleitfähigkeit) mit sich bringt.
Das Haupteinsatzgebiet dieser Material-Verfahrens-Kombination ist in multifunktionalen, monolithischen Hüllelementen ohne zusätzliche Wärmedämmung zu sehen.
Projektdaten
Additive Fertigung durch Extrusion von Holzleichtbeton
Dr.-Ing. Klaudius Henke (Projektleiter)
Daniel Talke M.Sc.
Technische Universität München
Lehrstuhl für Holzbau und Baukonstruktion
Univ.-Prof. Dr.-Ing. Stefan Winter
